Cylinder Configurator
1-877-637-6925
E-mail
Home
Products
Standard Cylinders
Custom Cylinders
Accessories
Spare & Repair Parts
Electric Cylinder
Industries
Resources
Catalogues and Brochures
Templates
Distributors and OEM's
Request Model
Manufacturing Hydraulic & Air Cylinders
Gallery
Blog
About Us
About Us
Service & Repairs
Distributors
Solutions Leader
Manufacturing Facility
Terms & Conditions
Contact
Royal Cylinders Blog
Category:
...
Tags:
...
Categories
All
Cylinder Guide
Royal Solution
General Solution
Industries
Tags
All
Stainless
High Temperature
Corrosion
Long Stroke
Lumber
Pulp & Paper
Marine
Envelope
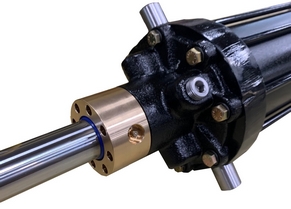
Direct Lubricated Gland Bushing
February - 2022
Read
How to Care for a Hydraulic or Pneumatic Cylinder
December - 2021
Read
Cylinder Storage Bulletin
December 1 - 2021
Read
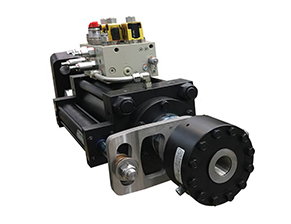
Heavy Duty Hydraulic Cylinders with External Linear Positioner
October 22 - 2021
Read
Stainless Cylinder
August 11 - 2021
Read
Long Stroke Hydraulic Cylinder
July 27 - 2021
Read
Repair Bulletin
June 1 - 2021
Read
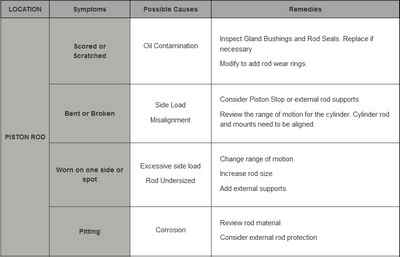
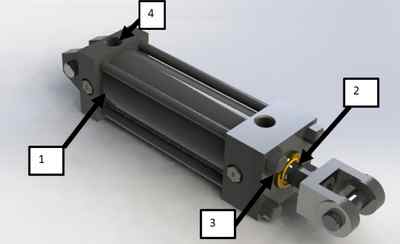
Failure Analysis
July 1 - 2020
Read
Troubleshooting
August 1 - 2019
Read
Lumber
Coming soon
Read
Marine
Coming soon
Read
BUILT TOUGH. BUILT TO LAST